
Khái quát chung về gang cầu:
Gang cầu được chế tạo bằng cách biến tính gang xám (lỏng) nên về cơ bản thành phần của chúng giống nhau (C+Si cao) song cũng có nét khác biệt để làm cho biến tính tạo ra graphit cầu được thuận lợi.
- (C+Si) cao hơn
Thành phần hoá học của phối liệu ảnh hưởng lớn tới thành phần cuối cùng của gang cầu. Độ nhạy cảm của tổ chức tế vi và đặc tính cơ lý của gang cầu đối với thành phần hoá học đặt ra những yêu cầu nhất định về thành phần kim loại cơ sở cũng như các nguyên tố dư. Hơn nữa, thành phần của phối liệu phải được tính đến thành phần tăng thêm từ các hợp kim được đưa vào trong quá trình cầu hoá và biến tính.
Tổ chức gang cầu bao gồm graphit cầu và nền kim loại.
- Graphit ở dạng quả cầu tròn, chính graphit cầu này quyết định độ bền kéo rất cao của gang cầu so với gang xám vì nó không gây ra đứt đoạn nền cơ bản như graphit hình que hoặc thanh phiến.
.png)
CÁC BƯỚC CỦA QUÁ TRÌNH ĐÚC GANG CẦU
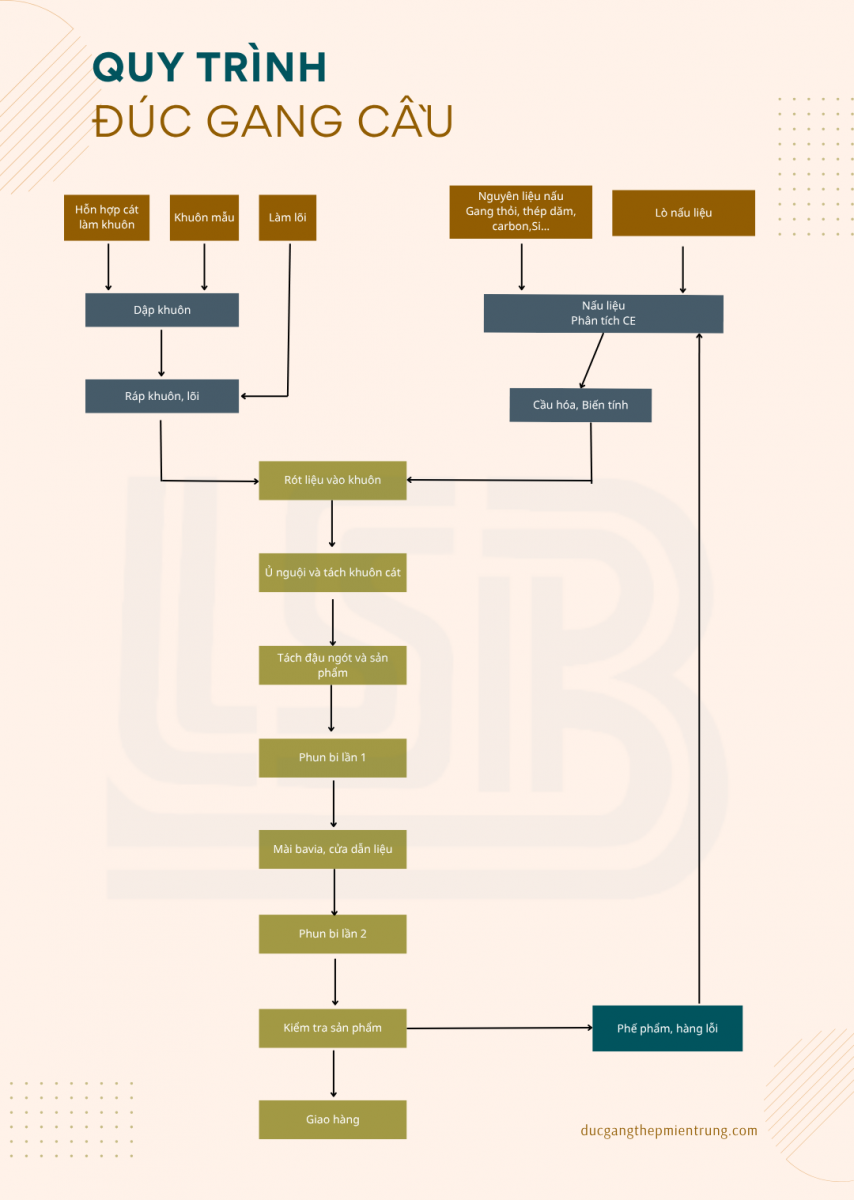
1. Chuẩn Bị Nguyên Liệu và Nấu Chảy
Bước đầu tiên và quan trọng nhất trong quy trình đúc gang cầu là việc chuẩn bị và nấu chảy nguyên liệu.
- Nguyên liệu nấu: Các nguyên liệu chính bao gồm gang thỏi, thép dăm (phế liệu thép), và các chất bổ sung như carbon, silic (FeSi) và các fero hợp kim khác để điều chỉnh thành phần hóa học. Việc lựa chọn nguyên liệu kim loại cho mẻ liệu là một sự cân bằng chiến lược giữa chi phí, tính ổn định về thành phần hóa học và nguy cơ nhiễm tạp chất.
- Hỗn hợp cát làm khuôn: Đây là vật liệu dùng để tạo hình lòng khuôn, nơi kim loại lỏng sẽ được rót vào.
- Làm lõi: Lõi được sử dụng để tạo các khoang bên trong hoặc các đặc điểm bên ngoài phức tạp của vật đúc. Các vật liệu lõi có thể là cát silica, cát zircon, cát chromit.
- Lò nấu liệu: Kim loại được nấu chảy trong các loại lò chuyên dụng, phổ biến nhất là lò cảm ứng không lõi do khả năng kiểm soát nhiệt độ tốt và nấu luyện sạch hơn.

- Nấu liệu và phân tích CE: Quá trình nấu chảy được theo sau bởi quá trình quá nhiệt đến nhiệt độ rót mục tiêu (thường từ 1450-1550°C). Trong giai đoạn này, thành phần hóa học của gang lỏng được phân tích để đảm bảo chỉ số Carbon đương lượng (CEL) đạt mức mong muốn, thường là 4.3-4.6% để thúc đẩy graphit hóa và ngăn chặn hiện tượng biến trắng.
2. Tạo Khuôn và Lõi
Sau khi kim loại được nấu chảy, việc chuẩn bị khuôn và lõi là bước tiếp theo.
- Dập khuôn: Hỗn hợp cát làm khuôn được đầm chặt xung quanh mẫu để tạo ra lòng khuôn có hình dạng mong muốn của vật đúc. Có nhiều phương pháp làm khuôn khác nhau như khuôn cát tươi, khuôn cát liên kết hóa học, khuôn vỏ mỏng, v.v..
Xem thêm: Các công nghệ đúc gang phổ biến nhất hiện nay
- Ráp khuôn, lõi: Các nửa khuôn được ghép lại với nhau và lõi đã chuẩn bị được đặt vào đúng vị trí bên trong khuôn để tạo ra các khoang rỗng hoặc hình dạng phức tạp cho vật đúc.
3. Xử Lý Kim Loại Lỏng
Đây là các bước đặc trưng và quan trọng nhất để biến gang lỏng thông thường thành gang cầu.
- Khử lưu huỳnh: Hàm lượng lưu huỳnh trong gang lỏng cơ bản phải rất thấp (lý tưởng <0.015%, tối đa ~0.02%) trước khi xử lý magie, vì lưu huỳnh cao sẽ tiêu thụ quá nhiều Mg và có thể làm suy giảm tính cầu hóa.
- Cầu hóa (biến tính cầu): Sau khi khử lưu huỳnh, các chất cầu hóa (chủ yếu là FerroSilicMagie - FeSiMg) được thêm vào gang lỏng. Magie thúc đẩy sự phát triển của graphit dưới dạng hình cầu, thay vì dạng tấm như trong gang xám. Có nhiều kỹ thuật cầu hóa phổ biến như phương pháp Sandwich, Tundish Cover, Dây lõi, hoặc cầu hóa trong khuôn. Lượng Mg dư thừa thường trong khoảng 0.03-0.06%.
- Biến tính (tạo mầm): Ngay sau quá trình cầu hóa hoặc ngay trước khi rót, quá trình biến tính (tạo mầm) được thực hiện bằng cách thêm các chất tạo mầm (thường là hợp kim gốc FeSi chứa Ca, Ba, Sr, Al, Zr...) vào gang lỏng. Mục đích là cung cấp một số lượng lớn các tâm tạo mầm hiệu quả cho sự kết tinh của graphit, giúp tăng số lượng cầu graphit, tạo ra các cầu graphit nhỏ, phân bố đều và giảm thiểu nguy cơ biến trắng. Hiện tượng "phai mờ" (fading) của tác dụng tạo mầm đòi hỏi phải bổ sung chất tạo mầm ở giai đoạn cuối, ngay trước hoặc trong khi rót.
4. Rót Khuôn và Đông Đặc
Đây là giai đoạn kim loại lỏng được đưa vào khuôn và bắt đầu quá trình đông đặc.
- Rót liệu vào khuôn: Kim loại lỏng đã được xử lý cầu hóa và biến tính sẽ được rót vào khuôn đã chuẩn bị. Nhiệt độ và kỹ thuật rót phải được kiểm soát cẩn thận để đảm bảo điền đầy khuôn hoàn toàn, tránh các khuyết tật như thiếu mép, ngắt dòng, rỗ khí hoặc lẫn xỉ. Lọc kim loại bằng lọc xốp gốm hoặc lọc ép thường được sử dụng trong hệ thống rót để loại bỏ tạp chất.
Thường thì quá trình đổ gang lỏng đã được cầu hóa vào khuôn kéo dài từ 6 đến 8 phút. Tối đa là 8 phút để đảm bảo chất lượng gang cầu đồng đều, giảm bọt khí, kiểm soát nhiệt độ. Điều này sẽ liên quan đến sự hoàn thiện và chất lượng gang của sản phẩm cuối cùng.
- Đông đặc và làm nguội: Gang cầu thể hiện sự co ngót lỏng và giãn nở đáng kể trong quá trình đông đặc do sự kết tinh của graphit. Đậu ngót (còn gọi là đậu ngót) đóng vai trò là nguồn dự trữ kim loại lỏng để cấp bù cho vật đúc trong quá trình đông đặc, ngăn chặn các khuyết tật co ngót/rỗ co. Tốc độ nguội ảnh hưởng trực tiếp đến cấu trúc vi mô cuối cùng (ferrit, pearlit hoặc hỗn hợp) và các đặc tính cơ học của vật đúc.
Quá trình này có thể kéo dài từ vài phút đến vài giờ, tùy thuộc vào kích thước và độ dày của chi tiết đúc.
5. Xử Lý Sau Đúc
Sau khi vật đúc đông đặc hoàn toàn, các công đoạn tiếp theo sẽ hoàn thiện sản phẩm.
- Ủ nguội và tách khuôn cát: Vật đúc được giữ trong khuôn để nguội từ từ đến một nhiệt độ nhất định, sau đó được phá khuôn để tách vật đúc khỏi khuôn cát. Thời điểm phá khuôn rất quan trọng vì nó ảnh hưởng đến tốc độ nguội qua các nhiệt độ chuyển biến tới hạn, tác động đến cấu trúc nền cuối cùng và các đặc tính.
- Tách đậu ngót và sản phẩm: Đậu rót và đậu ngót (còn gọi là đậu ngót) là các phần kim loại thừa được thiết kế để cấp bù cho sự co ngót của vật đúc. Sau khi vật đúc nguội, các phần này sẽ được tách ra khỏi sản phẩm chính.
- Phun bi lần 1: Bước này giúp loại bỏ cát bám dính, vảy oxit và các khuyết tật bề mặt nhỏ bằng bi thép hoặc hạt mài.
- Mài bavia, cửa dẫn liệu: Loại bỏ các phần thừa không mong muốn như bavia (các cạnh sắc) và phần kim loại tại cửa dẫn liệu bằng máy mài hoặc các công cụ chuyên dụng.
- Phun bi lần 2: Thực hiện lại quá trình phun bi để làm sạch và hoàn thiện bề mặt vật đúc một lần nữa.
- Kiểm tra sản phẩm: Vật đúc được kiểm tra kỹ lưỡng về thành phần hóa học, cấu trúc vi mô (tính cầu hóa, số lượng cầu graphit, cấu trúc nền), tính chất cơ học (độ bền kéo, độ cứng, độ dãn dài) và các khuyết tật (rỗ co, rỗ khí, lẫn xỉ, v.v.) bằng các phương pháp kiểm tra không phá hủy (NDT) như siêu âm, từ tính, chụp X-quang, v.v..
- Nhiệt luyện (nếu cần): Nếu ở trạng thái đúc, gang chưa đạt được các tính chất theo yêu cầu, vật đúc có thể được nhiệt luyện để đạt được các đặc tính mong muốn. Các phương pháp nhiệt luyện phổ biến bao gồm ủ (ferrit hóa), thường hóa, tôi và ram, và đặc biệt là tôi đẳng nhiệt (Austempering - cho Gang Cầu Austempered - ADI).
- Đóng thùng, giao sản phẩm: Các sản phẩm đạt yêu cầu chất lượng sẽ được đóng gói và chuẩn bị giao hàng.
- Phế phẩm, hàng lỗi: Các sản phẩm không đạt tiêu chuẩn sẽ được phân loại là phế phẩm hoặc hàng lỗi và có thể được tái chế hoặc xử lý theo quy định.
TỔNG HỢP CÁC YẾU TỐ ĐÁNH GIÁ CHẤT LƯỢNG GANG CẦU MÁC 500-7
|
Tiêu chí |
Nội dung |
|
Thành phần hóa học |
- Carbon (C): 3.0 - 3.9% Các thành phần trong quá trình biến tính: |
|
Tính chất cơ lý |
- Độ bền kéo (Tensile Strength): ít nhất 500 MPa |
|
Cấu trúc vi mô |
- Phân bố và hình dạng của graphit: Graphit phải ở dạng cầu tròn để đảm bảo tính chất cơ lý tốt nhất. |
|
Kiểm tra không phá hủy (Nondestructive Testing) |
- Siêu âm (Ultrasonic Testing) |
|
Phương pháp thử nghiệm |
- Thử nghiệm kéo (Tensile Test): Để xác định độ bền kéo và độ giãn dài của vật liệu. |
Quy trình đúc gang cầu là một chuỗi các công đoạn phức tạp, đòi hỏi sự kiểm soát chặt chẽ ở nhiều khâu để đảm bảo chất lượng sản phẩm cuối cùng. Bằng cách lựa chọn nguyên liệu gốc phù hợp, sử dụng kỹ thuật cầu hóa hiệu quả và kiểm soát tốc độ làm lạnh, các nhà sản xuất có thể sản xuất ra Gang cầu có các tính chất cơ học xuất sắc phù hợp cho nhiều ứng dụng công nghiệp.
LSB hy vọng rằng những thông tin về Quy trình đúc gang cầu đã mang lại cho bạn những kiến thức bổ ích và sâu sắc. Cảm ơn bạn đã dành thời gian cùng khám phá chủ đề này với chúng tôi.
Chúc bạn thành công và hẹn gặp lại trong những bài viết tiếp theo!
Với kinh nghiệm và năng lực sản xuất đã được khẳng định từ năm 2017, Công ty TNHH MTV Lương Sơn Bạc không ngừng cải tiến để mang đến những sản phẩm nắp hố ga gang, composite, INOX... chất lượng nhất cho thị trường trong nước và hướng tới xuất khẩu.
Hãy liên hệ với chúng tôi ngay hôm nay để nhận được sự tư vấn chuyên nghiệp và báo giá cạnh tranh nhất!
Hotline: 0905 970 580
Email: congtyluongsonbac@gmail.com
Địa chỉ nhà xưởng: Road 9A, KCN Hòa Khánh, Liên Chiểu, Đà Nẵng.
Bài viết khác
- Gang Cầu Mác 500-7: Bản Chất, Quá Trình Cầu Hóa, Tính Giòn và Cách Khắc Phục
- Quy trình đúc gang xám: Từ vật liệu đến sản phẩm hoàn chỉnh
- Lỗi sản phẩm đúc thường gặp và Cách khắc phục
- Nắp hố ga/ lưới chắn rác gang đúc bị gãy vỡ từ nguyên nhân gì? Giải pháp cho nhà thầu lựa chọn trong tương lai
- Nắp Hố Ga Gang Bị Rỉ Sét - Đâu là nguyên nhân?
- HƯỚNG DẪN CHI TIẾT LẮP ĐẶT BẢN LỀ VÀ BULONG NẮP HỐ GA, SONG CHẮN RÁC CHUẨN KỸ THUẬT
- Hợp kim cầu hóa có tác dụng như thế nào?
- HƯỚNG DẪN CHI TIẾT SỬ DỤNG MÁY TEST THÀNH PHẦN HÓA HỌC TRONG ĐÚC GANG
- Các công nghệ hàn trong sản xuất xuất sàn grating mạ kẽm nhúng nóng
- Sơn Phủ Nắp Hố Ga: Sơn Epoxy Hay Nhựa Đường Là Lựa Chọn Tối Ưu?
- Nắp bể cáp có đặc điểm như thế nào? Cấu tạo, phân loại và ứng dụng
- Hướng dẫn cách sử dụng máy đo nhiệt trong quá trình đúc gang


-9731.png)



















